伺服热锻框架式液压机多以大吨位为主,多用于汽车外壳成型,同时还可用于矫正、压装、压块、拉伸等,框架式液压机具有功能强大、性能稳定、适用范围广等优势,很多操作者由于不懂如何操作设备,往往会造成设备故障率高。
伺服热锻框架式液压机的用途和特点:
1、 计算机优化结构设计,龙门框架式结构,简单、经济、实用。
2、 液压控制采用插装阀集成系统,动作可靠、使用寿命长、液压冲击小、并减少连接管理与泄露点。
3、 独立的电气控制系统,采用PLC控制,工作可靠、动作直观、维修方便。
4、 采用按钮集中控制,具有调整和半自动两种操作方式。
5、 通过操作面板选择,可实现定程、定压两种成形工艺,并具有保压延时等功能。
6、 滑块的工作压力、空载快速下行和慢速工进的行程范围均可根据工艺需要进行调整。

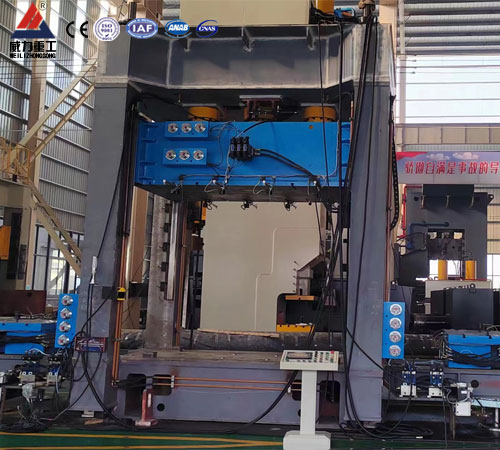
伺服框架式液压机加工车间

热锻专用框架式液压机
伺服热锻框架式液压机机器特点:
特点与用途:本机器具有独立的动力机构及电气系统,可实行调整和半自动操作方式。
本机器的工作压力、滑块的行程范围均可根据工艺要求进行调整;并能完成定压定程成型两种工艺方式。定压成型之工艺方式在压制后,具有保压和延时自动回程动作。该机种适用于拉伸、弯曲、翻边、校正、压装及冷、热挤压等工艺。
性能特点: 龙门框架式结构, 经济实用。液压控制采用整体式插装阀集成系统,减少了泄漏点,动作可靠,使用寿命长。可实现定压、定程两种成型工艺,具备保压延时功能,延时时间可调。工作压力、行程可在规定范围内调节。采用按钮集中控制,具有调整及半自动两种操作方式。
适用领域: 适用于金属材料的拉伸、弯曲、翻边、冷挤压等各种冲压工艺,还适用于较正、压装、粉末制品和磨料制品的压制成型以及塑料制品,绝缘材料的压制成型。
伺服热锻框架式液压机结构概述:
本机器由主机及控制机构两大部分组成,通过管路及电气装置联系起来,构成整体。主机部分包括机身、主缸、顶缸、限程装置等。控制机构包括液压泵站(动力系统)、电器箱等组成。现将个部分结构和作用分述如下:
1. 机身
机身采用龙门框架式结构,由上横梁、滑块、工作台、导柱等组成,滑块内装有导向套,依靠四根导柱为主架, 使滑块上下运动。滑块与主缸活塞杆采用法兰连结,在滑块、工作台上有T型槽,供用户安装摸具。
立柱采用45#优质碳素钢,表面经中频淬火后镀铬处理,硬度达HRC45以上,耐磨性能好,延长了机器的使用寿命。
2. 主缸
主缸缸体采用45#锻钢, 活塞杆采用45#优质碳素钢,表面经中频淬火后镀铬处理,硬度达HRC45以上,耐磨性能好,延长了机器的使用寿命。主缸缸体依靠缸口台肩及大锁母即固于上横梁内。活塞下端用联结法兰、螺栓与滑块联接,活塞头部之材料为铸铁,作导向用。活塞头部按有方向相反的YA型密封圈,在活塞杆上装有O型密封圈,将缸内分成两个油腔缸上装有导向套,导向套的外圆上装O型密封圈,借助法兰及螺栓锁紧,以保证缸口密封。在缸口法兰上装有防尘圈,以保证活塞杆的防尘。
3. 限程装置
限程装置安装于机器左侧主要用来控制滑块的行程距离。它由垫铁、角铁、感应块、行程开关等组成。两垫铁分别固定于工作台和上横梁上,以固定角铁,在角铁上设有导向槽,通过调整行程开关的距离,控制滑块的行程。
4. 液压系统概述
液压系统由能源转换装置(泵和油缸)、及能量输送装置(油箱、管路)等组成。借助于电气系统的控制,驱动滑块完成各种动作循环。液压系统采用单泵供油系统,采用大流量插装阀,在泵的进油口设吸油滤器,以防杂质进入液压系统,以确保油路的正常运行。系统中有油温油位显示、空气滤清器等装置。油箱为钢板焊接结构,侧面设有清洗窗,底部备有放油和排污的螺塞。
本机器具有调整、半自动工作方式供选择。
调整动作为按压相应的按钮得到滑块的点动动作。
5. 电器系统
(1). 机器设有独立的电气控制箱,集中控制整个机器的运转。
(2). 电源为380V、50HZ,控制电源为220V。

热锻框架式液压机型号齐全

山东威力重工框架式液压机型号齐全
框架液压机操作系统:
(1) 调整(点动):操作相应的功能按钮完成相应的动作,每按一次按钮完成相应动作的一次点动,主要用于设备调整及更换模具时。
(2) 半自动:采用双手按钮,同时按下2个按钮,完成一次工艺循环。
(3) 半自动动作有种:
滑块快下 → 滑块慢下压制 → 滑块加压延时及泄压 → 滑块回程。
框架液压机备品备件及技术资料
提供管接头处密封件一套;
提供地脚螺栓、螺母及压机专用工具一套;
提供装箱清单。
伺服热锻框架式液压机操作使用注意事项:
1、框架式液压机操作者必须要经过严格的技术培训,掌握设备性能和操作技术,并进行考核,通过后方可有资格操作设备;
2、液压机工作前,要先清理模具上的各种杂物,并清除立柱上的污垢;
3、框架式液压机安装模具必须在停电状态下进行安装,禁止与起动按钮、手柄和脚踏开关碰撞;
4、安装上下模具对位,调整模具间隙,不允许单侧偏离中心,模具固定后再进行压力测试;
5、在框架式液压机加压工作之前,应启动设备怠速5分钟,检查油箱的油位是否足够,油泵的声音是否正常,液压单元和管路、接头和活塞是否漏油;
6、启动设备进行压力测试,检查压力是否达到工作压力,设备的运行是否正常可靠,是否存在泄漏;
7、调整工作压力,但不应超过设备额定压力的90%。按压一件工件,通过试验后再进行循环生产;
8、对不同型材和工件,在冲压和校正时,应随时调整工作压力、保压时间,不应损坏模具和工件;
9、下班前,应将模具内的物料或工件压制完成,保证模具内干净清洁,使主油缸处于初始位置后方可关机断电。