汽车保险杠是吸收和减缓外界冲击力、防护车身前后部的安全装置。许多年以前汽车前后保险杠是用钢板冲压成槽钢,与车架纵梁铆接或焊接在一起的,与车身有一段较大的间隙,看上去十分不美观。随着汽车工业的发展和工程塑料在汽车工业的大量应用,汽车保险杠作为一种重要的安全装置也走向了革新的道路。热压SMC保险杠1200吨四柱油压机加工轿车前后保险杠除了保持原有的保护功能外,还要追求与车体造型的和谐与统一,追求本身的轻量化。轿车的前后保险杠都是塑料制成的,人们称为塑料保险杠。 一般汽车的塑料保险杠是由外板、缓冲材料和横梁三部分组成。其中外板和缓冲材料用塑料制成,横梁用冷轧薄板冲压而成U形槽;外板和缓冲材料附着在横梁。
目前玻璃钢SMC材质汽车保险杠成型主要是由液压机模压成型,其吨位在1200吨左右。下面为大家介绍的是客户定做的热压SMC保险杠1200吨四柱油压机。
模压汽车保险杠1200吨四柱油压机
山东威力重工1200吨四柱油压机

玻璃钢保险杠成型四柱油压机
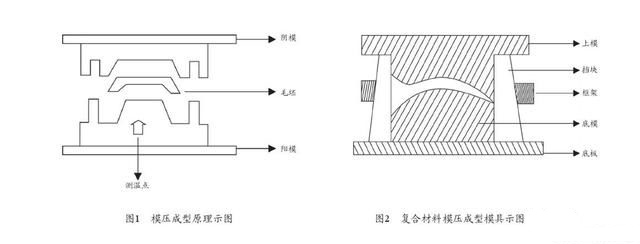
玻璃钢汽车保险杠成型分为加料、闭模、排气、固化、脱模和模具清理等,若制品有嵌件需要在模压时封入,则在加料前应将嵌件安放好。主要控制的工艺条件是压力、模具温度和模压时间。此外,还有一种特殊形式的模压方法,即先将粉状塑料压实,然后从模中取出料坯,放在炉中加热至熔点,使塑料颗粒熔化成一个整体,冷却后得制品或半成品。这种方法称烧结成型,主要用于聚四氟乙烯的成型。
模压汽车保险杠1200吨四柱油压机
山东威力重工1200吨四柱油压机
玻璃钢保险杠成型四柱油压机
玻璃钢汽车保险杠成型分为加料、闭模、排气、固化、脱模和模具清理等,若制品有嵌件需要在模压时封入,则在加料前应将嵌件安放好。主要控制的工艺条件是压力、模具温度和模压时间。此外,还有一种特殊形式的模压方法,即先将粉状塑料压实,然后从模中取出料坯,放在炉中加热至熔点,使塑料颗粒熔化成一个整体,冷却后得制品或半成品。这种方法称烧结成型,主要用于聚四氟乙烯的成型。
热压SMC保险杠1200吨四柱油压机结构为两大部分组成:
1、主机部分:机顶、工作台由四根立柱连接在一起,油缸装在机顶底端内孔上,卡头装在油缸柱塞下端,与柱塞一起作上下往复运动。机顶上四只螺母用于调整压力机精度。
2、液压系统:液压系统(泵站)装在主机右侧,整个液压控制系统由电机带动高压油泵输入压力油,通过溢流阀、电磁阀、液控单向阀、压力表、管路等输入油缸,使油缸柱塞实现上下往复运动。
3、上梁、工作台、滑块等大件为钢板焊接件,经计算机优化设计,其强度、刚性、结构、防变形性等均满足标准和使用要求,且有充裕的安全系数;采用二氧化碳气体保护焊加手工电弧焊焊接,焊接质量达到要求,并消除内应力。
4、滑块:箱形结构的钢板焊接件,四柱导向孔处导向套材料为QT铸铁,具有良好的耐麽性和精度保持性。滑块下平面有T形槽用于安装模具。
5、上梁:箱形结构的钢板焊接件,内装有主工作油缸,上面装有充液油箱等。
6、 工作台:钢板焊接结构件,与上梁、滑块通过立柱连成主机。
7、油缸:采用五缸设计,布置在上横梁孔内,采用双道进口密封圈密封,导向部分采用焊铜处理,密封好耐磨性强,油缸体的材料为45号锻钢,锻件为3级(GB/13315-1991)锻件经过超声波探伤检测合格,调质处理硬度合格。
8、工作台下方有顶出装置,主要用于顶出、退料等工艺,也可用于反拉伸制件的成型工艺。
9、立柱:材料为45#锻钢,经调质处理,表面镀硬铬,增加耐磨性能,硬度合格。
10、 螺母材料为45#锻钢,与立柱上的螺纹相配,锁紧机身。
11、限位装置:位于主机机身右侧,行程开关控制上下极限位置,调节上下限位开关即调节滑块上下运动位置。

热压SMC保险杠1200吨四柱油压机的性能特点:
1、四柱式结构,刚性好、精度高;结构紧凑、性价比高经济适用。
2、液压控制采用插装阀集成系统,冲击小、动作可靠,使用寿命长,泄露点少。
3、新型油缸密封元件,可靠性强,寿命长。
4、拉伸、压边滑块可连成一体,实现单动工艺动作。
5、导轨自动润滑装置。
6、机电一体化安全装置。如:油缸下腔支撑回路、油缸上下腔互锁回路等,安全性优越。
7、电气系统采用PLC控制。
8、可实现定压、定程两种成型工艺,具备保压延时功能,延时时间可调。
9、工作压力、行程可在规定范围内按工艺要求调节,操作简便。
