4000吨快速热锻斗齿液压机厂家哪家好?
斗齿是挖掘机上的重要部件,类似于人的牙齿,也是易损件,是由齿座和齿尖组成的组合斗齿,二者靠销轴连接。斗齿的工艺一般是铸造和锻造。其中,铸造的成本最低同时工艺水平以及斗齿质量也不如锻造。而4000吨快速热锻斗齿液压机锻造虽然成本较高但工艺水平以及斗齿质量也是最好的。
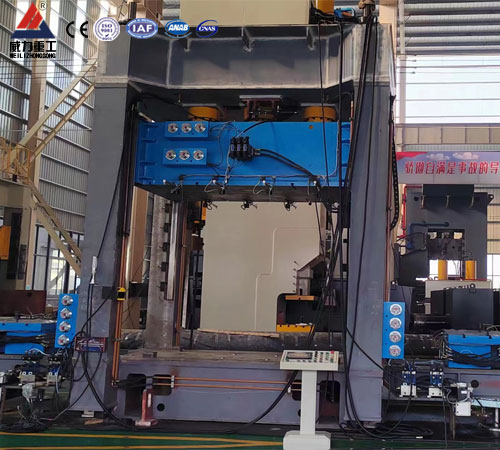
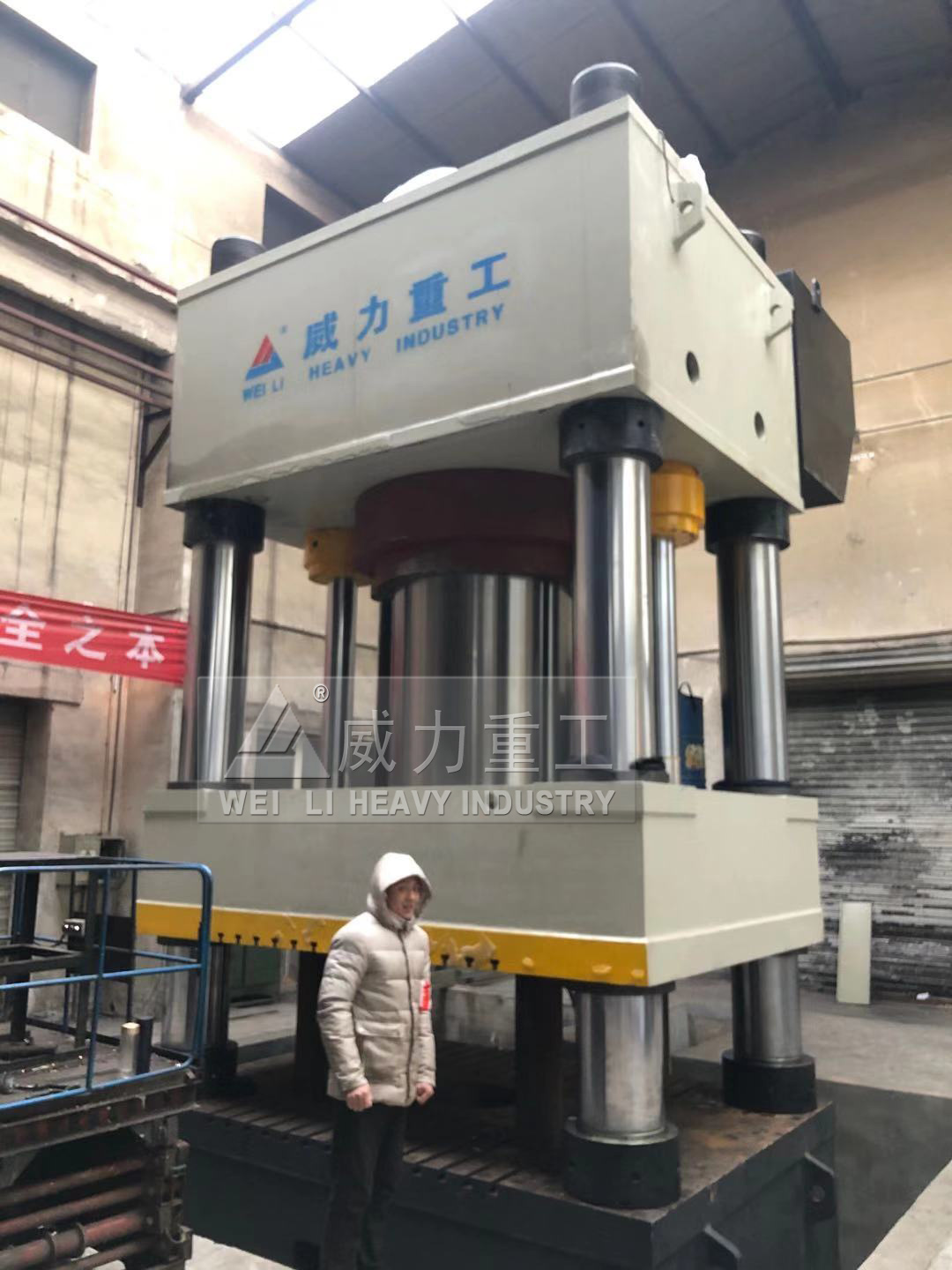
4000吨快速热锻斗齿液压机厂家哪家好?山东威力重工为斗齿锻造提供四柱液压机或者框架式液压机产品,常见的型号吨位有500吨,630吨,1000吨,2000吨,3000吨,4000吨液压机用于不同尺寸厚度斗齿锻造成型。设计组成结构包括机座、立柱、上横梁、活动横梁和液压油缸,立柱固装在机座,立柱顶部固装上横梁,活动横梁套装在立柱上,液压油缸固装在上横梁上,4000吨快速热锻斗齿液压机液压油缸的输出杆与活动横梁相连接,带动活动横梁沿立柱上下移动,液压油缸连接柱塞泵,柱塞泵连接液压控制单元,机座上设有若干个压力传感器,压力传感器与液压控制单元连接。
4000吨锻造斗齿专用液压机
锻造成形是指对金属施加外力,使金属产生塑性变形,改变坯料的形状和尺寸,并改善其内部组织和力学性能,获得一定形状、尺寸和性能的毛坯或零件的成形加工方法。4000吨快速热锻斗齿液压机通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。
斗齿的锻造工艺,该工艺的加热采用中频感应快速加热,减少氧化皮的形成,并增加镦粗工序去除氧化皮,提高锻件表面质量。并且装有红外线测温仪和报警分选装置,有利于调整加热参数和严格控制加热温度。采用闭式复合挤压,使斗齿的成型受三向压应力,提高锻件内部质量。并且采用复合冲孔打字,减少一道工序,降低了劳动强度,4000吨快速热锻斗齿液压机提高生产效率。锻后余热处理工序充分利用了余热能源,降低生产成本。

快速热锻液压机结构特点
一种4000吨快速热锻斗齿液压机斗齿的锻造工艺,其特征在于包括以下步骤:
A、下料工序,采用精密下料,且该坯料的长度下料公差为±0.5mm ;
B、加热工序,采用中频感应加热,加热温度为1100°C-1200°C,使工件表面迅速加热,减少氧化皮形成;
C、镦粗工序,所述镦粗工序中坯料长度与直径之比小于2.5 ;
D、闭式复合挤压工序,采用的闭式热挤压模为两层组合热套膜;
E、复合冲孔打字工序,采用自制的全液压自动控制冲孔打字机,一次自动完成冲孔和打字工序;
F、锻后余热处理工序,利用锻后热斗齿锻件余温进行淬火处理。
B、加热工序,采用中频感应加热,加热温度为1100°C-1200°C,使工件表面迅速加热,减少氧化皮形成;
C、镦粗工序,所述镦粗工序中坯料长度与直径之比小于2.5 ;
D、闭式复合挤压工序,采用的闭式热挤压模为两层组合热套膜;
E、复合冲孔打字工序,采用自制的全液压自动控制冲孔打字机,一次自动完成冲孔和打字工序;
F、锻后余热处理工序,利用锻后热斗齿锻件余温进行淬火处理。
4000吨快速热锻斗齿液压机厂家哪家好?采购本公司生产的热锻液压机,请电话咨询山东威力重工液压机销售部:0632-5680515 18306370978(同微信)获取更多技术参数以及报价,产品信息,加工视频等,山东威力重工期待与您的合作。
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com