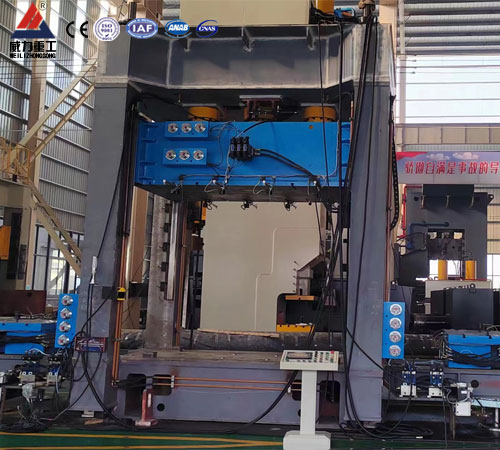
框架式1000吨活塞杆锻造液压机的优势
1000吨活塞杆锻造专用框架式液压机进行锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。

锻造活塞杆100吨框架式液压机
活塞杆专用锻造液压机和锻造活塞杆的方法,相比较具有以下优点:其一,由于包括通过拉杆连接的尾部横梁和主油缸梁,拉杆上设置有沿拉杆移动的滑块,主油缸梁上设置有主油缸,所述主油缸的顶轴与所述滑块连接,滑块前端通过第一油缸固定有顶墩模,尾部横梁上设置有工件插孔,在工件插孔靠近所述滑块一侧设置有固定模和与该固定模对应的活动模,该活动模通过第二油缸与尾部横梁固定,顶墩模侧面设置有切边模,在锻造前,只需将锻件的前端部加热至所需温度,不需要将整个铸件整体加热,节约了热力能源,而且只需锻造头部,节约了动力能源,在锻造后随后切边,节约了设备投入,减少了车间空间的占用;在顶墩模上移并将切边模移至与锻件对应位置后,先将活动模打开,然后将锻件上移至切边模边缘,然后固定活动模,避免了切边模偏移造成锻件损坏,且缩短了主油缸的行程,节约了能源;其二,由于在第一步加热锻件头部时的温度控制在适量温度,既保证了锻件的强度,又缩短了1000吨活塞杆锻造专用框架式液压机锻造的时间,减小了锻造压力。
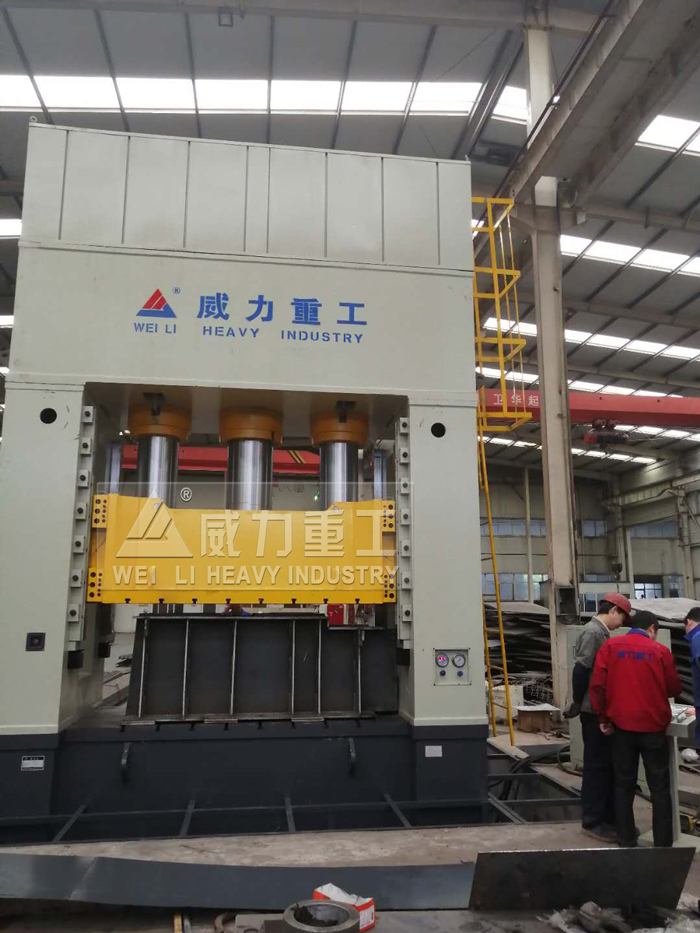
活塞杆锻造专用框架式液压机
1000吨活塞杆锻造专用框架式液压机优势:
1.活塞杆专用锻造液压机,其特征在于:包括通过拉杆连接的尾部横梁和主油缸梁,拉杆上设置有沿拉杆移动的滑块,主油缸梁上设置有主油缸,所述主油缸的顶轴与所述滑块连接,滑块前端通过第一油缸固定有顶墩模,尾部横梁上设置有工件插孔,在工件插孔靠近所述滑块一侧设置有固定模和与该固定模对应的活动模,该活动模通过第二油缸与尾部横梁固定,顶墩模侧面设置有切边模。

框架式液压机锻造成型活塞杆
2.1000吨活塞杆锻造专用框架式液压机进行锻造的方法,其特征在于:
该方法包括下列步骤:
第一步,加热锻件前端部 将锻件前端部加热至合适温度 ;
第二步,加料 将锻件插入工件插孔内,并使得锻件前端部位于固定模和活动模之间,启动第二油缸,将锻件夹紧;
第三步,锻压头部 启动第一油缸,将顶墩模调整至锻件前端部对应,启动主油缸,带动滑块和顶墩模至锻件前端部,锻造出锻件头部;
第四步,顶墩模后撤并侧移 锻造完成后,主油缸带动滑块及顶墩模后移,然后通过第一油缸将顶墩模移开,同时将切边模移至与锻件头部对应位置;
第五步,将锻件头部顶在切边模边缘 通过第二油缸将活动模松开,将锻件前移顶在切边模边缘,再次将活动模顶紧;
第四步,顶墩模后撤并侧移 锻造完成后,主油缸带动滑块及顶墩模后移,然后通过第一油缸将顶墩模移开,同时将切边模移至与锻件头部对应位置;
第五步,将锻件头部顶在切边模边缘 通过第二油缸将活动模松开,将锻件前移顶在切边模边缘,再次将活动模顶紧;
第六步,切边 启动主油缸,带动滑块前移,切边模将飞边切下;
第七步,滑块退回 启动主油缸,将滑块及顶墩模和切边模退回;
第八步,取出锻件 松开活动模,将锻件从工件插孔中取出。
活塞杆锻造工艺包括下述工艺:加热、1000吨活塞杆锻造专用框架式液压机锻造、正火、粗加工、热处理、精加工、除锈、除油、烘干、和焊接,其中活塞杆的头部和杆部分开进行锻造,所述头部锻造的方法为模锻,所述杆部锻造的方法为自由锻,显著提高了活塞杆的生产效率,也减少了机加工的工作量,节省了刀具和原材料,生产成本较低,采用正火的方式,细化组织,改善材料的性能,获得接近平衡状态的组织,而且,其冷却速度相对较快,硬度较大,通过粗加工和精加工相结合,使其产品精度,硬度以及位置尺寸等方面得到大大的提升,提高了生产率。
活塞杆锻造工艺包括下述工艺:加热、1000吨活塞杆锻造专用框架式液压机锻造、正火、粗加工、热处理、精加工、除锈、除油、烘干、和焊接,其中活塞杆的头部和杆部分开进行锻造,所述头部锻造的方法为模锻,所述杆部锻造的方法为自由锻,显著提高了活塞杆的生产效率,也减少了机加工的工作量,节省了刀具和原材料,生产成本较低,采用正火的方式,细化组织,改善材料的性能,获得接近平衡状态的组织,而且,其冷却速度相对较快,硬度较大,通过粗加工和精加工相结合,使其产品精度,硬度以及位置尺寸等方面得到大大的提升,提高了生产率。
山东威力重工生产的框架式液压机锻造活塞杆型号齐全,各种型号热锻液压机产品供您选择,山东威力重工液压机厂家采购咨询热线:0632-5680515 18306370978(同微信)
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com