锻压设备-热压传动轴1000吨框架式液压机
锻压设备1000吨框架式液压机具有锻造范围广、锻造能力强、生产效率高、操作维护方便等特点,山东威力重工介绍的锻压设备框架式液压机热锻传动轴工艺步骤,本公司为客户提供热锻传动轴液压机,型号有:1000吨液压机,1500吨液压机,1800吨液压机,2000吨液压机等,定做型号齐全。
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻压设备-热压传动轴1000吨框架式液压机锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。

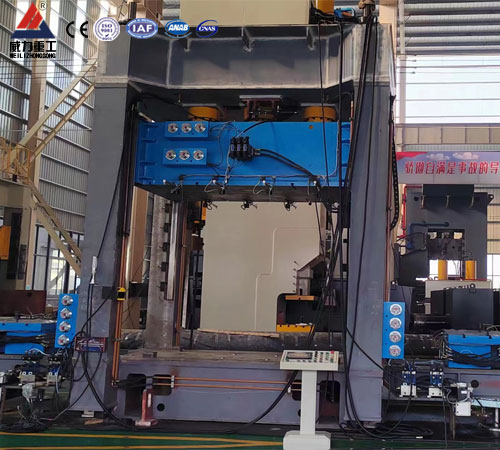
1000吨热锻传动轴框架式液压机
锻造传动轴的生产制作方法,通过浇注、锻造、精锻、热处理、表面处理的工序,并通过对坯料成分和各工序温度的控制,锻压设备-热压传动轴1000吨框架式液压机提高了传动轴的成品率,解决了传动轴端部成型效果不佳的问题,整体工艺简单,易于实现,提高了生产效率,通过热处理降低了成品内部缺陷,增强了产品质量。

框架式液压机热锻传动轴
锻造传动轴的生产制作方法,包括以下步骤:
1、制作坯料:将金属合金溶液浇注到模具中,冷却后得到坯料;
2、锻压设备-热压传动轴1000吨框架式液压机锻造:将坯料放入中频感应炉中,在1100-1200℃下进行锻造,然后放入保温箱中保温5h;
3、精锻:将坯料进行镦粗、拔长后,回炉加热至1100-1200℃,放入保温箱中,冷却至700-800℃,保温40-60min,得到锻件;
4、热处理:对锻件用油淬火,淬火温度600-680℃,淬火时间30min,随后进行回火,回火温度200-280℃,回火时间120min,得到传动轴半成品;
5、对传动轴半成品进行抛丸,然后冷却至室温,得到成品。

山东威力重工热锻框架式液压机
山东威力重工生产的转动轴热锻液压机是能够完成各种自由锻造工艺的锻造设备,是锻造行业使用广泛的设备之一。目前有800T、1600T、2000T、2500T、3150T、4000T、5000T等系列规格的锻造液压机。如果您对液压机技术参数以及报价有疑问,欢迎电话咨询山东威力重工销售部:0632-5680515 18306370978(同微信)
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com