热锻活塞杆液压机采用自由锻工艺
大型活塞杆的锻造方法通常是采用自由锻,也有为了减少活塞杆头的加工量采用活塞头模锻再与活塞杆焊接的方法。该工艺是采用自由锻和型锻联合成形来加工活塞杆,不仅成形出了活塞杆的头部形状,且实现了活塞杆的头杆为一整体。同时这种工艺可以实现热锻活塞杆液压机模具生产几个不同规格的产品。
活塞杆锻造工艺包括下述工艺:加热,热锻活塞杆液压机锻造,正火,粗加工,热处理,精加工,除锈,除油,烘干,和焊接,其中活塞杆的头部和杆部分开进行锻造,所述头部锻造的方法为模锻,所述杆部锻造的方法为自由锻,显著提高了活塞杆的生产效率,也减少了机加工的工作量,节省了刀具和原材料,生产成本较低,采用正火的方式,细化组织,改善材料的性能,获得接近平衡状态的组织,而且,其冷却速度相对较快,硬度较大,通过粗加工和精加工相结合,使其产品精度,硬度以及位置尺寸等方面得到大大的提升,提高了生产率。

热锻活塞杆专用液压机
活塞杆锻件热处理加工工艺过程:
热锻活塞杆液压机锻压退火→粗加工→调质→半精加工→消应力→粗磨→高频淬火→回火→精加工。

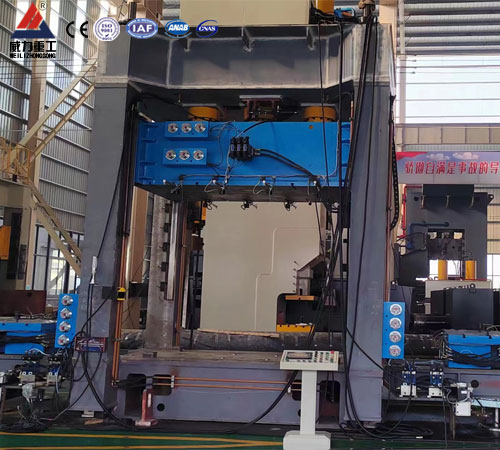
活塞杆热锻设备-2000吨液压机
框架式结构刚性好,精度高,抗偏载能力强;液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减小了连结管路与泄漏点;热锻活塞杆液压机采用PLC控制的电气系统,结构紧凑,工作灵敏可靠,使用维修方便。具有调整、手动、半自动三种操作方式和定程,定压两种成型工艺规范。底梁内配有液压垫,通过操作面板选择,液压垫可以实现有顶出、无顶出和液压垫压边三种工作循环。
适用领域:本系列压机适用于拉深、弯曲、成型、冲裁落料、翻边等各种冲压工艺。
热锻活塞杆液压机可选配附件:
·移动工作台
·冲裁缓冲装置
·光幕安全保护装置
·油冷却装置
·位移传感装置
·触摸式工业显示屏
·打料装置(液压式或机械式)
·模具快速夹紧机构
·模具保护装置
·PLC数控系统
·导轨润滑装置。
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com