热锻传动轴1000吨液压机生产加工步骤
框架式液压机热锻传动轴锻件主要有花键轴叉、花键轴、焊接叉、法兰叉、花键套和滑动叉六大类产品,其中轴类锻造生产工艺是通过中频炉加热后,在热锻传动轴1000吨液压机上采用镦粗后精锻或直接进行卧式粗锻和精锻传统工艺锻造。山东威力重工液压机厂家生产的热锻传动轴1000吨液压机,采用伺服控制系统,机身横梁采用全钢板焊接后经回火处理内应力,滑梁加厚,大大提高了机器强度和精度,适合金属材料的冲裁、拉伸、热模锻造、汽车零部件的压制成型、粉末制品压型、玻璃钢模压成型等工艺。
热锻传动轴1000吨液压机的主要特点:
滑块的标准工艺动作:快下—慢下加压—保压延时-卸压延时-回程,还可根据客户要求定制各种工艺,可限压、限程、定位。
热锻传动轴1000吨液压机的控制系统设有手动、半自动两种工作方式。液压系统采用二通插装阀集成系统,电器系统采用集成电路控制(也可选配PLC可编程控制器)。动力系统安装在地面上,便于维护、维修。
热锻传动轴1000吨液压机设有独立可移动控制电器柜,方便操作。

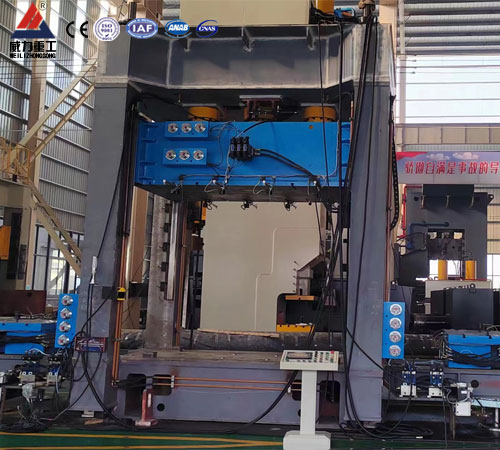
1000吨热锻传动轴液压机
热锻传动轴1000吨液压机的使用条件
工作环境温度0~40℃
动力电源:三相四线制380V
电压波动范围:380V±10%
液压系统使用介质:46#高压无灰抗磨液压油

山东威力重工热锻传动轴液压机
锻造传动轴的生产制作方法,通过浇注、锻造、精锻、热处理、表面处理的工序,并通过对坯料成分和各工序温度的控制,提高了传动轴的成品率,解决了传动轴端部成型效果不佳的问题,整体工艺简单,易于实现,提高了生产效率,通过热处理降低了成品内部缺陷,增强了产品质量。
传动轴锻造工艺,包括以下步骤:
1)第一火将坯料钢锭加热至1200~1220℃,倒棱,保温6小时;
2)采用圆弧齿状上凸下凹型砧,对1)步获得的坯材镦粗,拨长,然后自然冷却至450‑500℃;
3)对2)步获得的坯材,加热至700℃ ‑720℃的温度范围并保温3‑4h,之后炉冷至320℃‑350℃的温度范围并保温2‑3h,之后加热至680℃‑700℃的温度范围并保温18‑20h,炉冷至100℃出炉。
山东威力重工热锻传动轴液压机结构有四柱式和框架式两种结构,本公司可以为您提供热锻传动轴500吨,630吨,800吨,1000吨,1500吨,1600吨液压机等型号齐全。更多热锻液压机技术参数以及报价,请电话咨询:0632-5680515 18306370978(同微信)
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com