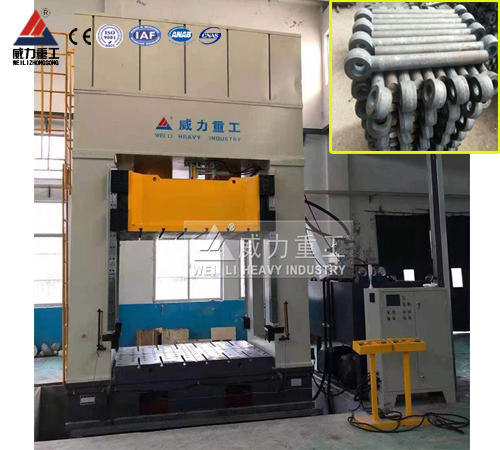
汽车车门冲压液压机框架式结构
现有的汽车车门冲压装置通常包括机架、上模、用于驱动上模移动的驱动单元和与上模匹配的下模,所述上模滑动设置在机架上,下模固定在机架上。将待冲压的工件放在汽车车门冲压液压机上模和下模之间,调整好位置后,驱动上模运动,使得上模和下模相互冲压,从而形成需要的汽车车门。

冲压汽车配件专用液压机

山东威力重工框架式液压机
根据本零件的工艺性和本身的结构特点,结合实际生产情况,车门内板的工艺过程如下:原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→汽车车门冲压液压机冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库
冷冲压的概念及特点:
1.冷冲压是指在常温下,利用安装在汽车车门冲压液压机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
2.冷冲压的特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
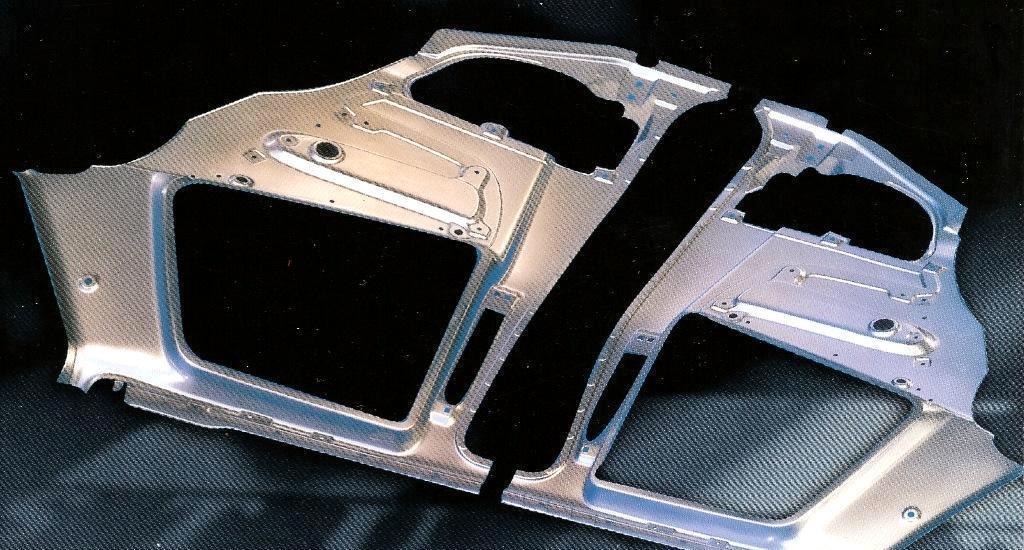
框架式液压机加工成型汽车门
冷冲压概括起来分两大类:成形工序和分离工序。
1. 成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。
成形工序分:拉延、弯曲、翻边、整形等。
拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。
弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
2. 分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。
分离工序分:落料、冲孔、切角、修边等。
落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。

汽车车门客户生产加工现场
汽车车门冲压液压机特点:
. 整机为整体框架结构,机身及滑块采用新材料以及板料成形技术焊接;
. 泵站、电器箱装于机身上,为整体式结构,免拆卸,方便运输和安装;
. 四角八面导轨,导向精度高,抗偏载能力强,采用集中润滑;
. 采用大通径专业制造的充液阀,满足液压机快速下行和快速回程的工艺需要,大大提高工作效率,为用户创造更多的价值;
. 液压系统采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小;
. 油缸缸体及活塞杆材料采用专利技术,提高了油缸工作的可靠性;
. 滑块的工作压力、速度、行程范围均可根据工艺需要进行调整。
可选配附件:
● 冲裁缓冲装置
● 移动工作台
● 光幕安全保护装置
● 冷却装置
● 换模具有浮动导轨和滚动托架
● 触模式工业显示屏
● 打料装置(油压机和机械式)
● 工作灯
● PLC可编程序控制系统
● 触摸式工业显示屏
● 模具快速夹紧机构
● 导轨润滑装置
本文由液压机厂家整理,转载请注明来自:www.sdzcqq.com